
Rubber buisis kenmerkend anders as ander buise as gevolg van sy rubberinhoud, wat 'n elastomeer is wat hoë sterkte en duursaamheid het, asook wat gerek en vervorm kan word sonder om permanent beskadig te word. Dit is hoofsaaklik te danke aan sy buigsaamheid, skeurweerstand, veerkragtigheid en termiese stabiliteit.
Rubberbuise word vervaardig deur een van twee prosesse te gebruik. Die eerste metode is die gebruik van 'n mandrel, waar rubberstroke om 'n pyp gedraai en verhit word. Die tweede proses is ekstrusie, waar rubber deur 'n matrys gedwing word.
HoeRubber buisis gemaak?
Doorn Proses
Rubberrol
Die rubber wat gebruik word om rubberbuise te vervaardig deur die deurnproses te gebruik, word vir produksie in rolle rubberstroke gelewer. Die dikte van die mure van die buis word bepaal deur die dikte van die velle. Die kleur van die buis word bepaal deur die kleur van die rol. Alhoewel kleur nie nodig is nie, word dit gebruik as 'n metode om die klassifikasie en finale gebruik van die rubberbuis te bepaal.

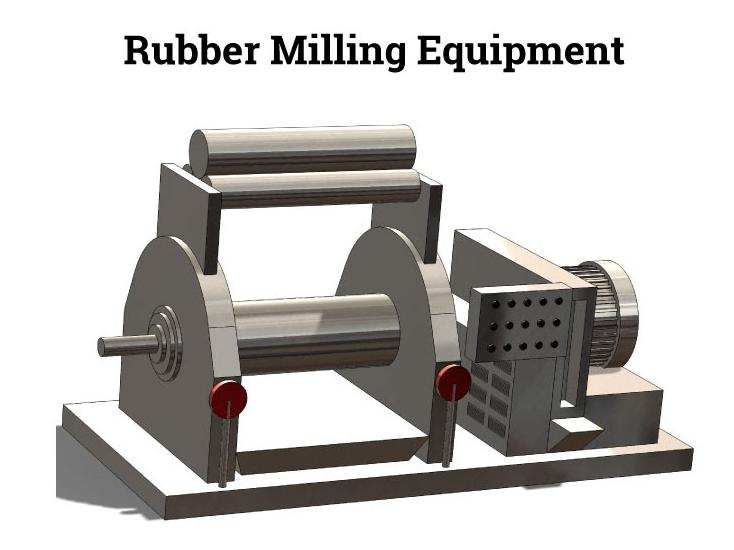
Meulwerk
Om die rubber buigbaar te maak vir die produksieproses, word dit deur 'n meule gehardloop wat die rubberstroke verhit om die rubber sag en glad te maak om te verseker dat dit 'n egalige tekstuur het.
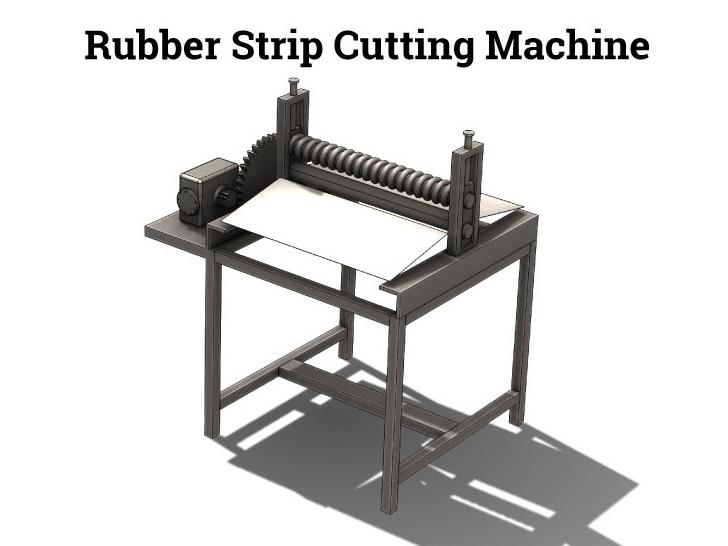
Sny
Die sagte en buigbare rubber word na 'n snymasjien geskuif wat dit in stroke van gelyke breedte sny om by die breedte en dikte van die grootte van die rubberbuis wat gemaak moet word, te pas.
Doorn
Die stroke wat in snywerk geskep is, word na die deurn gestuur. Voordat die stroke op die dorn toegedraai word, word die dorn gesmeer. Die deursnee van die deur is die presiese afmetings as die boring van die rubberbuis. Soos die dorn draai, word die rubberstroke teen 'n gelyke en gereelde pas om dit gedraai.

Die toedraaiproses kan herhaal word om die verlangde dikte van die rubberbuis te bereik.
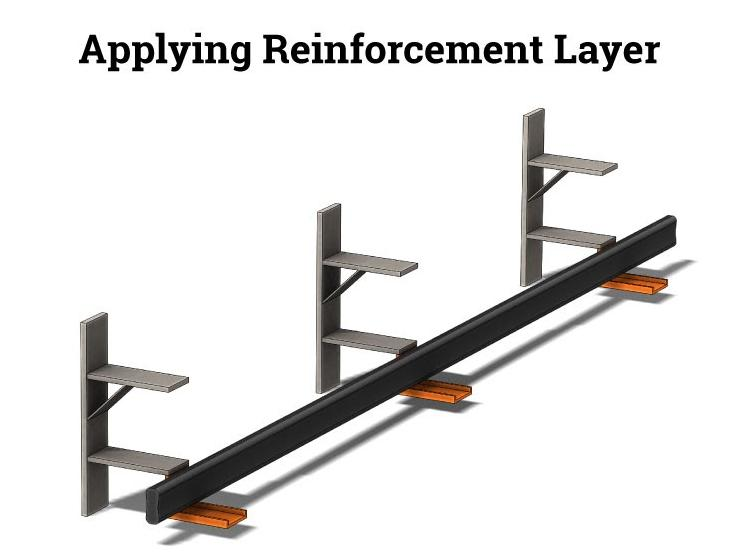
Versterkingslaag
Nadat die buis die presiese dikte bereik het, word 'n versterkingslaag bygevoeg wat gemaak is van 'n hoësterkte sintetiese materiaal wat met rubber bedek is. Die keuse van die laag word bepaal deur die hoeveelheid druk wat die rubberbuis kan verduur. In sommige gevalle, vir ekstra sterkte, kan die versterkingslaag draad bygevoeg hê.
Finale laag
Die laaste laag rubberstroop is sy buitebedekking.

Taping
Sodra al die verskillende lae rubberstroke toegedien is, word die volle lengte van die voltooide buis in nat nylonband toegedraai. Die band sal krimp en die materiaal saamdruk. Die resultaat van die bandomhulsel is 'n tekstuurafwerking op die buitedeursnee (OD) van die buis wat 'n bate en voordeel word vir toepassings waar die buis gebruik gaan word.
Vulkanisering
Die buis op die deurn word in 'n outoklaaf geplaas vir die vulkaniseringsproses wat die rubber genees, wat dit elasties maak. Sodra vulkanisering voltooi is, word die gekrimpte nylonband verwyder.

Verwydering van die mandrel
Die een kant van die buis is dig verseël om druk te skep. 'n Gat word in die buis gemaak vir water wat ingepomp moet word om die rubberbuis van die deurn te skei. Die rubberpyp word maklik van die dorn af gegly, sy punte word afgewerk en word tot die verlangde lengtes gesny.
Ekstrusie metode
Die ekstrusieproses behels dat rubber deur 'n skyfvormige matrys dwing. Rubberbuise wat deur die ekstrusieproses gemaak word, gebruik 'n sagte ongevulkaniseerde rubberverbinding. Onderdele wat met hierdie metode vervaardig word, is sag en buigbaar, wat na die ekstrusieproses gevulkaniseer word.
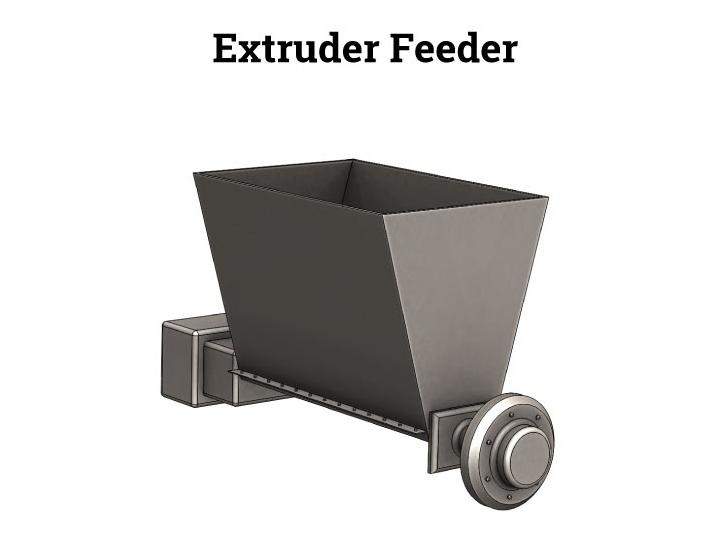
Voeding
Die ekstrusieproses begin deur die rubberverbinding in die ekstruder te laat voer.
Roterende skroef
Die rubberverbinding verlaat stadig die voerder en word na die skroef gevoer wat dit na die matrijs beweeg.
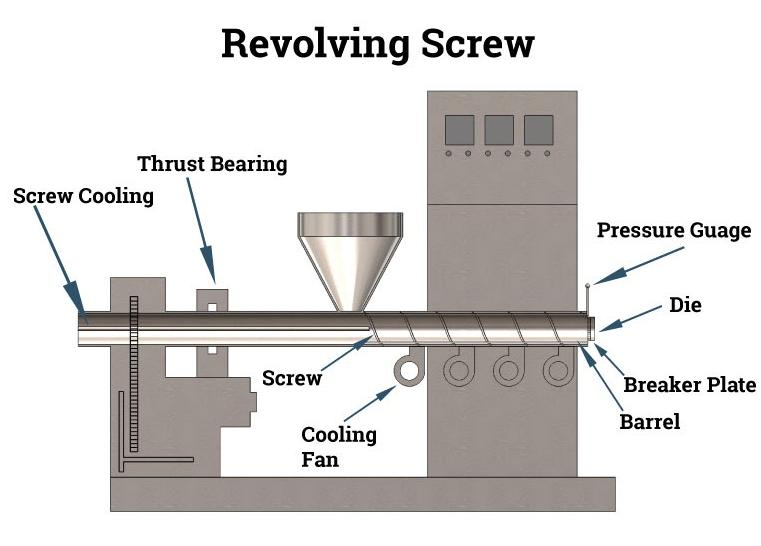
Rubber Tubing Die
Soos die rou rubbermateriaal deur die skroef beweeg word, word dit deur 'n matrys gedwing in die presiese verhoudings tot die deursnee en dikte van die buis. Soos die rubber nader aan die matrys beweeg, is daar 'n toename in temperatuur en druk, wat veroorsaak dat die ekstrudermateriaal swel, afhangende van die tipe verbinding en hardheid.

Vulkanisering
Aangesien die rubber wat in die ekstrusieproses gebruik word, ongevulkaniseer is, moet dit een of ander vorm van vulkanisering ondergaan sodra dit deur die ekstruder is. Alhoewel behandeling met swael die oorspronklike metode vir vulkanisering was, is ander tipes deur moderne vervaardiging ontwikkel, wat mikrowarebehandelings, soutbaddens of verskeie ander vorme van verhitting insluit. Die proses is nodig om die finale produk te krimp en hard te maak.
Die vulkanisering of uithardingsproses kan in die diagram hieronder gesien word.
Pos tyd: Aug-25-2022